Introduction
Modern manufacturing facilities face a critical challenge: outdated control systems that actively drain profitability. According to industry research, global manufacturers lose approximately $1 trillion annually to machine failure, with large plants facing average losses of $172 million per year due to unplanned downtime.
The backbone of efficient manufacturing lies in two interconnected technologies—Programmable Logic Controllers (PLCs) and Human-Machine Interfaces (HMIs)—that together transform manual, error-prone processes into automated, data-driven operations.
This article explains what PLC and HMI systems are, how they work together, and why integrated automation delivers measurable returns including 30% reductions in downtime and 20% productivity increases. You'll learn about programming approaches, communication protocols, design best practices, and how to select the right development partner for your facility.
TLDR:
- PLCs execute real-time control logic while HMIs provide operator visualization and interaction
- Integration reduces downtime by 30% and increases productivity by 20%
- Ladder Logic dominates PLC programming (80% adoption) but Structured Text is rising (44%)
- Communication protocols like Ethernet/IP enable seamless PLC-HMI data exchange
- Select partners with ISO-9001 certification, PE engineers, and proven experience
What Are PLC and HMI Systems?
Understanding Programmable Logic Controllers (PLCs)
Industrial facilities use PLCs—specialized computers that control machinery and processes through programmed logic. Defined by the IEC 61131-1 standard, a PLC uses programmable memory to store user-defined instructions that implement specific functions—logic sequencing, timing, counting, and arithmetic operations that control machines or entire production lines.
Core PLC functions follow a deterministic scan cycle:
- Input scan: Reading signals from sensors, switches, and measuring devices
- Logic execution: Processing control algorithms based on programmed instructions
- Output update: Sending commands to actuators, motors, valves, and other field devices

Industrial environments demand ruggedized construction. PLCs withstand temperature extremes (-40°F to 140°F), electrical noise, vibration, and dust—reliability that separates them from standard computers.
Understanding Human-Machine Interface (HMI) Systems
HMIs serve as the graphical interface enabling operators to interact with, monitor, and control industrial processes.
They serve two essential purposes: providing operators with information for monitoring machines and processes, and allowing operators to make decisions through intuitive touchscreens or control panels.
Key HMI functions include:
- Real-time data visualization through gauges, trends, and process graphics
- Alarm management with prioritized notifications
- Operator command input for setpoint adjustments and mode changes
- Historical data logging for performance analysis
Intuitive HMI design directly impacts operational safety by reducing operator errors, improving response times during process upsets, and ensuring critical information stands out from background data.
The SCADA Connection
PLCs and HMIs work together within broader SCADA (Supervisory Control and Data Acquisition) systems. SCADA sits at Level 2 of the ISA-95 hierarchy, providing centralized monitoring and control across multiple machines or facility-wide operations.
The hierarchy works as follows:
- PLCs control individual processes with millisecond-level precision
- HMIs provide local operator interfaces at machine or area level
- SCADA systems oversee entire operations, aggregating data from multiple PLCs and providing enterprise-wide visibility

Key Differences Between PLC and HMI Systems
Understanding the difference between PLCs and HMIs prevents costly specification mistakes and ensures your control system matches your operational needs. While these systems work together seamlessly, they serve fundamentally different purposes:
| Feature | PLC | HMI |
|---|---|---|
| Primary Function | Real-time, deterministic control of machinery and processes | Visualization, monitoring, and operator interaction |
| Execution Model | Deterministic scan cycle ensuring predictable response times | Event-driven updates prioritizing user responsiveness |
| Hardware Focus | Ruggedized controllers with I/O modules for harsh environments | Display devices ranging from simple panels to advanced touchscreens |
| Programming Approach | Industrial control languages (Ladder Logic, Structured Text) | Graphical development tools focused on interface design |
| Processing Priority | Millisecond-level control and decision-making speed | User experience and data presentation clarity |
Think of it this way: The PLC is the brain that controls your equipment, while the HMI is the dashboard that shows what's happening.
Common mistakes to avoid:
- Assuming an advanced HMI can replace PLC logic (it can't handle real-time control)
- Expecting PLCs to provide rich visualization (they're built for control, not display)
- Specifying only one system when both are needed for complete automation
- Overlooking the communication protocols that link the two systems
For complex manufacturing processes, both systems working together deliver the control precision and operational visibility that drive production performance forward.
How PLC and HMI Work Together in Industrial Automation
Integration between PLCs and HMIs creates a unified automation solution where control intelligence and human oversight work in harmony. This partnership enables real-time process monitoring and control, allowing operators to interact with automated systems effectively.
Communication flow operates bidirectionally:
- PLCs continuously send process data, alarm conditions, and equipment status to HMIs
- HMIs transmit operator commands, setpoint changes, and mode selections back to PLCs
- Data exchange occurs in real-time, typically with update rates in the low single-digit milliseconds
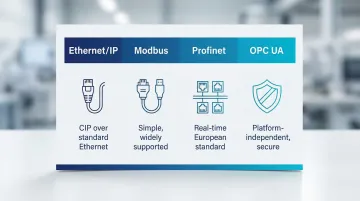
Industrial communication protocols enable this seamless integration:
- Ethernet/IP: Uses Common Industrial Protocol (CIP) for information messaging and control I/O over standard Ethernet
- Modbus: Simple, widely supported protocol for connecting industrial electronic devices
- Profinet: Real-time Ethernet protocol common in European manufacturing facilities
- OPC UA: Platform-independent architecture supporting complex information modeling and security for connecting PLCs to higher-level systems
Real-World Integration in Action
An operator viewing temperature data on an HMI screen notices the process approaching an upper limit. Using the touchscreen interface, they adjust the setpoint from 180°F to 175°F.
The HMI transmits this command to the PLC, which immediately begins modulating a control valve to reduce heat input. The temperature trend on the HMI screen reflects the change within seconds, confirming the adjustment is working.
Proper integration ensures HMI displays accurately reflect current process conditions without lag, enabling operators to make informed decisions based on real-time data rather than outdated snapshots.
Benefits of Integrated PLC and HMI Systems
Integrated PLC and HMI systems deliver measurable improvements that directly impact your bottom line. Facilities implementing these systems report 30% reductions in unplanned downtime and 20% productivity increases—gains that compound over time.
Operational Efficiency Gains
Integration eliminates the bottlenecks that plague manual operations:
- 30% reduction in unplanned downtime through faster fault detection and response
- 20% increase in overall productivity by eliminating manual intervention
- Reduced cycle times through optimized process sequencing
- Minimized material waste via precise control of process variables
Safety Improvements
Enhanced visibility and control create safer operating environments:
- Better process visualization helps operators recognize abnormal conditions before they escalate
- Prioritized alarm management ensures critical alerts aren't buried in nuisance alarms
- Safety interlocks prevent dangerous equipment combinations or out-of-sequence operations
- Emergency stop functions with clear visual feedback of system state
Data-Driven Decision-Making
Historical data capture transforms reactive maintenance into predictive strategies. The system logs months or years of process performance, enabling trend analysis that identifies gradual degradation before equipment fails.
Performance metrics like OEE, cycle times, and reject rates support continuous improvement initiatives. Benchmarking across shifts or production lines reveals best practices worth replicating.
One chemical processing facility achieved a 40% reduction in downtime by implementing predictive maintenance powered by integrated SCADA/HMI data that identified equipment degradation patterns before catastrophic failures occurred.
PLC Programming: Languages and Development Process
The IEC 61131-3 standard defines five programming languages for industrial controllers, promoting compatibility and code reusability across platforms.
Programming Language Selection
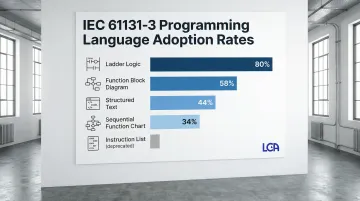
Programming language adoption rates:
- Ladder Logic (LD): 80% adoption—remains the industry workhorse due to its visual resemblance to electrical relay logic, making it intuitive for engineers with electrical backgrounds
- Function Block Diagram (FBD): 58% adoption—preferred for process control and signal processing applications
- Structured Text (ST): 44% adoption—rising popularity for complex algorithms, data manipulation, and repetitive calculations
- Sequential Function Chart (SFC): 34% adoption—ideal for batch processing and state-machine sequencing
- Instruction List (IL): Deprecated in modern standards but still used in legacy systems
Why Ladder Logic dominates: Its graphical representation mirrors traditional electrical relay diagrams, with "rungs" of logic that execute from left to right, top to bottom.
Maintenance technicians can troubleshoot programs by visually following the logic flow, reducing downtime and repair time.
Development Workflow
Typical PLC development workflow:
- Requirements definition: Document process behavior, safety requirements, and performance specifications
- Logic development: Write control programs using appropriate IEC 61131-3 languages
- Simulation testing: Validate logic behavior using software simulators before hardware deployment
- Download and startup: Transfer programs to PLCs and verify operation with actual equipment
- Ongoing monitoring: Track system performance and modify logic as processes evolve

Lashley, Cohen and Associates has refined this development process over 35+ years of PLC programming projects across food processing, manufacturing, and chemical facilities. The firm's experience as a Rockwell Systems Bronze Partner enables efficient language selection and implementation for diverse industrial applications.
HMI Software Development: Tools and Best Practices
Leading HMI development platforms create operator interfaces that balance functionality with usability. Selecting the right platform depends on your existing control systems and integration requirements.
Major HMI platforms:
- Rockwell FactoryTalk View: Versatile platform with deep Allen-Bradley PLC integration for machine-level operator interfaces
- Siemens WinCC: Scalable SCADA/HMI system tightly integrated with Siemens controllers
- Wonderware InTouch: Long-established platform with extensive third-party support
- Ignition by Inductive Automation: Gaining market share through modular, web-based architecture and unlimited licensing model
As a Rockwell Systems Bronze Partner, Lashley, Cohen and Associates has implemented FactoryTalk View solutions across manufacturing facilities for over 35 years. The right platform matters, but design principles determine operator effectiveness.
Design Principles That Improve Operator Performance
Core HMI design principles:
- Intuitive navigation: Operators should reach any screen within three clicks to minimize response time during abnormal conditions
- Clear alarm prioritization: Critical alarms must stand out visually from warnings and informational messages
- Consistent visual language: Use standardized colors, symbols, and layouts across all screens
- Role-based access control: Limit each operator level to relevant information and controls for their responsibilities
ISA-101 compliance improves operator situational awareness by helping operators distinguish critical information from background noise. This reduces incidents caused by operator fatigue or confusion, particularly during shift transitions or abnormal process conditions.
Customization and Integration Features
Modern HMI platforms offer extensive customization to match your specific process requirements:
Key customization capabilities:
- Creating process-specific screens tailored to individual machines or production areas
- Configuring data visualization (real-time gauges, historical trends, statistical charts)
- Implementing responsive alarm systems that adapt priority based on process state
- Integrating video feeds, batch reports, or maintenance documentation
Choosing the Right PLC and HMI Development Partner
Selecting an experienced integrator is as critical as selecting the hardware platform. The right partner brings technical expertise, regulatory knowledge, and long-term support capabilities.
Essential Partner Qualifications
Look for these three foundational credentials:
ISO-9001 certification provides a framework for consistent quality management, ensuring reliable delivery of products and services.
This certification demonstrates systematic project management from requirements gathering through commissioning and ongoing support—particularly important in regulated industries like food production or pharmaceuticals.
Professional Engineer (PE) licensure legally qualifies firms to deliver engineering services that impact public safety. PEs carry professional liability and adhere to strict ethical standards, which is vital for safety-critical control systems. A certified PE on staff ensures designs meet both technical requirements and regulatory compliance standards.
Manufacturer partnerships (such as Rockwell Systems Bronze Partner status) indicate certified expertise with specific platforms, access to technical support resources, and training on the latest technologies.

What to Evaluate Beyond Credentials
When vetting potential partners, assess:
- Industry experience in your specific sector—partners familiar with your regulatory environment understand compliance requirements and common operational challenges
- Project portfolio showing completed projects of similar scope and complexity
- Cross-industry exposure bringing innovative approaches from other manufacturing sectors
- Ongoing support capabilities for troubleshooting, modifications, and system expansions as operations evolve
- Turnkey responsibility providing unified documentation and single point of contact to reduce multi-vendor coordination delays
Lashley Cohen and Associates brings all these qualifications—ISO-9001 certification, certified PE engineers, and Rockwell Systems Bronze Partnership—backed by over 5,000 completed projects since 1988 across food and beverage, water treatment, chemicals, and general manufacturing sectors.
Frequently Asked Questions
What is PLC and HMI?
PLCs serve as the control "brain" executing automation logic, while HMIs provide the visual interface for operators to monitor and control processes. PLCs make real-time decisions; HMIs display information and accept operator commands.
What programming languages are used for PLC programming?
The five IEC 61131-3 standard languages are Ladder Logic (80% adoption rate), Function Block Diagram, Structured Text, Sequential Function Chart, and Instruction List. Selection depends on application complexity and programmer experience.
How do PLC and HMI systems communicate with each other?
They communicate through industrial protocols like Ethernet/IP, Modbus, or Profinet. This enables real-time bidirectional data exchange with update rates in the low milliseconds.
What industries benefit most from PLC and HMI integration?
Food and beverage, water treatment, building materials, chemicals, pharmaceuticals, and general manufacturing benefit most. Any industry requiring precise process control and operator oversight sees significant value.
How long does it take to develop and implement a custom HMI system?
Typical integrations require 6-16 weeks depending on I/O count and complexity. Custom control panel fabrication adds 6-8 weeks. Large, complex facility-wide systems can require 6+ months, particularly in regulated industries requiring extensive validation and documentation.
What should I consider when choosing a PLC/HMI development partner?
Evaluate industry experience in your sector, relevant certifications (ISO-9001), manufacturer partnerships (Rockwell, Siemens), availability of professional engineers, post-implementation support capabilities, and track record with projects similar to your scope and complexity requirements.