Introduction
Manufacturing facilities face a critical challenge as legacy programmable logic controllers reach end-of-life. Allen-Bradley PLC-5 was discontinued in 2017, with RSLogix 5 programming software reaching its final lifecycle phase on December 31, 2025.
Siemens S7-300 systems reached discontinuation on October 1, 2025. For industrial facility managers, automation engineers, and operations managers, these obsolescence timelines create urgent operational risks.
Legacy PLC migration is the systematic process of replacing or upgrading obsolete programmable logic controllers while maintaining operational continuity and preserving critical control logic. The complexity goes beyond swapping hardware—it requires careful planning to avoid production disruptions.
When unplanned downtime costs manufacturers between $39,000 and $2 million per hour depending on industry, the stakes for seamless migration couldn't be higher. That's why a systematic approach is essential.
This comprehensive guide provides the ultimate checklist for planning and executing PLC migrations in 2026, covering every phase from initial assessment through post-cutover optimization.
TL;DR
- Legacy systems like PLC-5 and SLC-500 face obsolescence, parts scarcity, and growing cybersecurity vulnerabilities
- Phased planning and risk assessment prevent costly downtime during migration execution
- Three migration approaches available: like-for-like replacement (fastest), zone-by-zone (lowest risk), or parallel cutover (zero downtime)
- Five-phase methodology ensures 95%+ accuracy from assessment through post-migration optimization
- ISO-9001 certified integrators cut migration risks by 60% compared to in-house attempts
What Is Legacy PLC Migration
Legacy PLC migration is the structured replacement or upgrade of outdated programmable logic controller systems—typically 15+ years old—to modern automation platforms while preserving control functionality and minimizing production disruption.
Migration extends far beyond simple hardware swaps. It addresses multiple layers of your control system:
- Logic conversion from legacy programming languages to modern IEC 61131-3 standard platforms
- Network architecture updates from proprietary protocols to Ethernet-based industrial networks
- HMI modernization for improved operator interfaces and diagnostics
- MES/SCADA integration enabling real-time data exchange for data-driven decision-making
These changes directly impact production uptime, cybersecurity posture, and your ability to support modern manufacturing operations.
Legacy PLC migration differs fundamentally from:
- New system installation - Migration must account for existing logic, I/O configurations, field wiring, and operational constraints that new installations don't face
- Simple repairs or component replacements - Repairs only extend life temporarily without addressing systemic obsolescence, cybersecurity vulnerabilities, or the inability to integrate with modern systems
Why Legacy PLC Migration Is Critical in 2026
End-of-Life for Major Platforms
PLC platforms from the 1990s-2000s have reached or are nearing end-of-life. Allen-Bradley discontinued SLC 500 systems in 2018, and manufacturers have ended support for most legacy controllers.
Replacement parts are now available only through secondary markets with no quality guarantees.
Operational Vulnerabilities
Legacy systems create multiple operational risks:
- Component failures halt production for days while sourcing obsolete parts; 83% of decision-makers report downtime costs exceed $10,000 per hour
- Poor diagnostic capabilities extend troubleshooting time and increase mean time to repair
- Restricted memory and processing power prevent implementation of modern optimization strategies
Cybersecurity Risks
Legacy PLCs lack modern security features and cannot receive firmware updates. CISA documented vulnerabilities in Allen-Bradley MicroLogix, SLC 500, and PLC-5 controllers where successful attacks cause controllers to stop running and enter fault states.
Siemens S7-300/400 PLCs have unmitigated vulnerabilities allowing attackers with network access to obtain credentials or cause denial-of-service conditions. These systems use outdated communication protocols and represent vulnerable entry points for ransomware and industrial control system attacks.
The Talent Gap
The US manufacturing sector faces a projected shortfall of 1.9 million workers by 2033, with 287,000 jobs opening due to retirements. Fewer automation technicians have expertise in legacy programming languages and platforms.
Modern IEC 61131-3 compliant systems offer broader talent pools and easier knowledge transfer.
Competitive Disadvantage
Modern PLCs enable data-driven operations through integration with IIoT platforms, predictive maintenance systems, and real-time production analytics. Legacy systems cannot support these capabilities, leaving facilities at competitive disadvantage as competitors leverage data for optimization and efficiency gains.
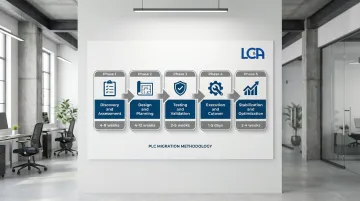
The PLC Migration Process: Phase-by-Phase Breakdown
Successful migrations follow a structured methodology with five key phases, each with specific deliverables and success criteria.
Phase 1: Discovery and Assessment
Conduct comprehensive system inventory:
- Document all PLC hardware (processors, I/O modules, communication cards, power supplies) with serial numbers and firmware versions
- Identify all interconnected systems (HMIs, SCADA, drives, safety systems, field instruments)
- Assess physical panel conditions, available space for new equipment, and power availability
- Map network architecture including all communication protocols in use
Capture existing control logic:
- Back up all PLC programs in native format and export to human-readable formats
- Document undocumented code sections through logic review and operator interviews
- Interview operators and maintenance staff about system quirks, workarounds, and special sequences
- Identify critical timing sequences or special functions that must be preserved exactly
Phase 2: Design and Planning
Select replacement hardware:
- Calculate I/O count requirements with 20-30% spare capacity for future expansion
- Evaluate communication protocol needs and compatibility with existing field devices
- Assess environmental conditions (temperature, vibration, electrical noise) for proper hardware selection
- Decide whether to use the same manufacturer (easier conversion) or switch platforms (opportunity for optimization)
Develop migration strategy:
- Choose migration approach: like-for-like, phased zone-by-zone, or parallel system cutover
- Create detailed project timeline with defined outage windows and milestones
- Develop risk mitigation plans for each critical dependency
- Establish clear rollback procedures and decision triggers in case of failures
Phase 3: Testing and Validation
Factory Acceptance Testing (FAT):
- Build and wire new PLC panels per approved drawings at integrator facility
- Convert logic and load into new controllers
- Test all I/O points through comprehensive simulation
- Validate HMI screens for functionality, alarm handling, and operator usability
- Test communication interfaces with simulated upstream/downstream systems
Develop comprehensive test plans:
- Normal operation scenarios covering all production modes
- Fault condition responses including sensor failures and communication losses
- Emergency stop sequences and safety circuit functionality
- Integration testing with all interfacing systems
- Performance benchmarks to match or exceed legacy system capabilities
Phase 4: Execution and Cutover
Field installation activities:
- Install new PLC panels with proper grounding and environmental protection
- Terminate and label all field wiring with systematic checkout procedures
- Set up network infrastructure and verify connectivity at all levels
- Check each I/O point individually with process isolated
Choose your cutover strategy:
Two primary approaches ensure smooth transitions:
- Stage commissioning zone-by-zone during scheduled maintenance windows (minimal-downtime approach)
- Run new system parallel to old system, comparing outputs before final switchover (complete replacement)
- Maintain 24/7 engineering support during initial production runs
- Document all issues and implement corrections immediately

Phase 5: Stabilization and Optimization
Post-cutover activities:
- Provide 24/7 support during initial production runs (typically 48-72 hours)
- Fine-tune timing parameters and setpoints based on actual operation data
- Conduct formal operator training on new system features and HMI navigation
- Train maintenance staff on troubleshooting procedures and diagnostic tools
- Develop spare parts management protocols for new equipment
- Update all documentation (as-built drawings, logic narratives, I/O lists, network diagrams)
- Establish preventive maintenance schedule for new equipment
- Measure and report on KPIs (uptime, MTTR, throughput) versus baseline
Migration Approach Decision Framework
Like-for-Like Replacement
Best when:
- Minimizing change and project cost is the priority
- Existing logic is well-understood and optimized
- Outage windows are severely limited (8-24 hours maximum)
Considerations:
- Fastest schedule and lowest upfront cost
- Preserves limitations of legacy architecture
- Minimal operator retraining required
- Misses opportunity for system optimization
Phased Zone-by-Zone Migration
Optimal for:
- Large systems that cannot be taken offline completely
- Gradual learning curve for operators is preferred
- Budget can be spread across multiple fiscal periods
Considerations:
- Distributes cost and risk across extended timeline
- Requires careful planning of zone interfaces and temporary bridging solutions
- Allows learning from early phases to improve later phases
- Minimizes production impact but extends overall project duration
Parallel System Cutover
Appropriate when:
- Mission-critical systems where production risk must be minimized
- Complete system re-architecture is desired
- Budget allows for temporary duplicate equipment
Considerations:
- Provides safest transition with full validation before cutover
- Highest cost due to duplicate equipment and extended engineering
- Enables comprehensive testing under actual production conditions
- Clean slate for optimization and modern architecture
The Ultimate PLC Migration Checklist
This comprehensive checklist covers all critical phases of a legacy PLC migration—from initial assessment through post-cutover optimization. Use it to ensure nothing falls through the cracks during your project.
Pre-Migration Assessment (4-8 weeks before cutover)
Start with thorough documentation and stakeholder engagement to build a complete picture of your existing system.
System Documentation:
- ☐ Complete hardware inventory with serial numbers and firmware versions
- ☐ Back up all PLC programs, HMI applications, and configuration files in multiple formats
- ☐ Document all I/O assignments with field device locations and tag descriptions
- ☐ Capture network architecture diagrams showing all communication paths
- ☐ Photograph existing panel layouts and wiring configurations
Stakeholder Engagement:
- ☐ Interview operators about system behaviors, known issues, and operational workarounds
- ☐ Interview maintenance staff about failure history and troubleshooting challenges
- ☐ Identify all system interfaces (SCADA, MES, safety systems, drives, remote I/O)
- ☐ Document production schedule constraints and available outage windows
Project Preparation:
- ☐ Assess physical space and power availability for new equipment
- ☐ Obtain quotes from qualified controls integrators or automation engineering firms
- ☐ Secure budget approval and management buy-in
- ☐ Establish project success criteria and KPIs
Once assessment is complete, move into detailed design and planning to define your migration approach.
Design and Planning Phase (4-12 weeks)
Hardware Selection:
- ☐ Select replacement hardware platform with 20-30% spare I/O capacity
- ☐ Verify compatibility with existing field devices and communication protocols
- ☐ Design new panel layouts with thermal considerations and maintenance access
- ☐ Plan network architecture with cybersecurity segmentation per ISA/IEC 62443
Project Planning:
- ☐ Develop detailed migration strategy (like-for-like, phased, or parallel)
- ☐ Create project schedule with defined outage windows and milestones
- ☐ Develop logic conversion strategy and identify required modifications
- ☐ Create comprehensive test plans for FAT and SAT
- ☐ Establish success criteria and rollback triggers
- ☐ Assign project team roles and responsibilities with clear accountability
- ☐ Develop risk mitigation plans for critical dependencies
- ☐ Create detailed cutover procedure with step-by-step instructions
With planning locked in, rigorous testing validates your design before touching production equipment.
Testing and Validation Phase (2-6 weeks)
Panel Build and Programming:
- ☐ Build and wire new PLC panels per approved drawings
- ☐ Convert and load PLC logic into new controllers
- ☐ Verify all address mappings and I/O assignments
- ☐ Configure communication interfaces for all connected systems
Factory Acceptance Testing:
- ☐ Perform Factory Acceptance Test (FAT) with I/O simulation
- ☐ Test all alarm conditions and verify HMI responses
- ☐ Validate communication with all interfacing systems using simulators
- ☐ Verify safety circuit functionality and emergency stop sequences
- ☐ Test fault recovery and system restart procedures
- ☐ Obtain formal FAT sign-off from all stakeholders
- ☐ Pre-stage all field installation materials, tools, and spare parts
Testing complete, you're ready for the critical cutover phase. This is where detailed preparation and experienced execution matter most.
Execution and Cutover Phase (1-5 days per zone)
Pre-Cutover:
- ☐ Conduct pre-outage safety briefing and role assignments
- ☐ Verify all materials, tools, and backup equipment are on-site
- ☐ Confirm rollback procedure and decision authority
- ☐ Establish communication protocols for project team
Installation:
- ☐ Install new PLC panels and verify proper grounding and power
- ☐ Terminate and label all field wiring with methodical verification
- ☐ Commission network infrastructure and verify connectivity
- ☐ Perform Site Acceptance Test (SAT) with process isolated
- ☐ Execute step-by-step startup procedure with process team present
Go-Live:
- ☐ Monitor first production runs with 24/7 on-site engineering support
- ☐ Document any issues and implement corrections immediately
- ☐ Compare performance metrics to baseline
- ☐ Obtain operational sign-off before reducing on-site support
After successful cutover, focus shifts to optimization and knowledge transfer to maximize your investment.
Post-Migration Optimization (2-4 weeks)
System Tuning:
- ☐ Fine-tune timing parameters and setpoints based on production data
- ☐ Optimize alarm thresholds to reduce nuisance alarms
- ☐ Adjust control loops for improved performance
Training and Documentation:
- ☐ Conduct formal operator training on new system features and HMI navigation
- ☐ Train maintenance staff on troubleshooting procedures and diagnostic tools
- ☐ Update all documentation including logic narratives, I/O lists, and network diagrams
- ☐ Create as-built drawings reflecting actual field conditions
- ☐ Establish preventive maintenance schedule for new equipment
Project Closeout:
- ☐ Archive all project documentation and backup files
- ☐ Conduct lessons-learned session with project team
- ☐ Measure and report on KPIs (uptime, MTTR, throughput) versus baseline
- ☐ Obtain final project sign-off from stakeholders
Key Factors That Determine Migration Success
Hardware Compatibility Considerations
Ensuring new PLCs can interface with existing field devices requires careful evaluation. Legacy sensors, drives, and safety relays may use proprietary protocols or signal types that modern PLCs don't natively support.
Protocol gateways such as EtherNet/IP to Modbus RTU converters enable data mapping between different systems.
Signal compatibility issues—such as scaling 4-20 mA loops correctly and bridging old 120 VAC discrete circuits to 24 VDC input cards—frequently derail migration timelines.
Evaluate whether existing I/O wiring can be reused or must be replaced, and assess panel space constraints that may require creative mounting solutions.
Software and Logic Conversion Challenges
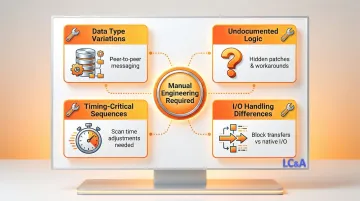
Automatic conversion tools can convert most program logic but require manual attention for unsupported functions. Common conversion challenges include:
- Data type variations between PLC generations (such as peer-to-peer messaging) that need individual engineering attention
- Undocumented logic or patches in legacy systems that must be understood before conversion
- Timing-critical sequences that require adjustment for different processor scan times
- I/O handling differences when migrating from PLC-5 to ControlLogix (block transfers versus native I/O tree)
These factors require careful review and configuration, particularly for analog point scaling.
Organizational Readiness Factors
Operator comfort with change affects adoption success. Involve operators early in HMI design reviews to ensure new screens match their mental models and workflows.
Maintenance staff technical capabilities determine post-migration support quality. Assess whether your team has experience with the target platform or if additional training is required.
Management commitment to adequate outage windows and budget directly impacts migration approach options. Attempting migrations during peak production periods or with insufficient resources creates crisis situations.
Vendor and Integrator Selection Criteria
Look for proven experience with your specific legacy platform and target platform. ISO-9001 or similar quality certifications ensure structured project management. Manufacturer partnerships—like Rockwell Automation Bronze Partner status—provide technical support channels and access to migration tools.
For example, Lashley Cohen and Associates brings 35+ years of controls integration expertise and ISO-9001 certified project management processes, with demonstrated experience across food & beverage, building materials, and general manufacturing sectors.
Common Migration Pitfalls and How to Avoid Them
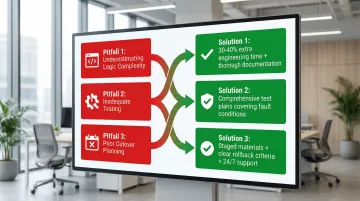
Underestimating Logic Conversion Complexity
Automatic tools cannot capture institutional knowledge embedded in code comments, undocumented workarounds, or operator practices.
To avoid this pitfall:
- Conduct thorough documentation involving experienced operators and maintenance staff
- Review converted code line-by-line for timing-critical sequences
- Budget 30-40% more engineering time than automatic conversion tools suggest
Inadequate Testing
Testing only "happy path" scenarios misses edge cases that occur in production—simultaneous faults, communication failures, boundary conditions.
Protect your migration with comprehensive testing:
- Develop test plans covering fault conditions, simultaneous events, and boundary conditions
- Conduct extended parallel runs when possible
- Follow IEC 62381:2024 standards for Factory Acceptance Tests and Site Acceptance Tests
Poor Cutover Planning
Attempting migration during peak production periods, inadequate spare parts staging, or unclear rollback criteria create crisis situations.
Successful cutover execution requires:
- Scheduling migrations during planned maintenance windows or low-production periods
- Staging all materials and backup equipment on-site before cutover
- Establishing clear success/rollback decision points with defined authority
- Positioning experienced support on-site 24/7 during initial runs
When to Consider Professional Migration Services
Professional controls integrators add significant value when:
- In-house staff lack experience with the target platform
- Project complexity exceeds internal resources
- Production downtime risk must be minimized
- Compressed timelines require dedicated engineering teams
Experienced integrators bring specialized resources that reduce migration risk. Lashley Cohen and Associates, for example, has completed 5000+ successful projects since 1988 across food & beverage, building materials, and general manufacturing. Their ISO-9001 certified project management processes provide structured risk mitigation.
As a Rockwell Systems Bronze Partner, they access technical support and favorable pricing that individual facilities can't typically secure. This partnership status also ensures engineers stay current on platform updates and best practices.
For safety-critical systems and regulated industries, professional accountability matters. Their certified PE Engineer on staff ensures all engineering work meets rigorous professional standards and regulatory requirements.
Conclusion
Legacy PLC migration is complex but manageable when approached systematically with proper planning, risk assessment, testing, and execution discipline. The investment in modernization pays dividends through:
- Reduced downtime and improved system reliability
- Enhanced diagnostics and real-time data visibility
- Strengthened cybersecurity posture
- Access to modern optimization capabilities
These benefits become critical when you consider the cost of inaction. As unplanned downtime costs Fortune Global 500 companies approximately $1.5 trillion annually, continuing with obsolete systems poses increasing financial and operational risk.
Use this checklist to guide your 2026 migration project. For manufacturing facilities requiring experienced migration support, Lashley, Cohen and Associates has delivered PLC automation and controls integration projects since 1988, completing over 5,000 successful implementations across diverse industrial sectors.
Frequently Asked Questions
How long does a typical PLC migration project take?
Small systems (under 500 I/O) take 8-12 weeks for like-for-like replacements, while large complex systems (2000+ I/O) may span 6-12 months. Actual cutover downtime ranges from 8 hours to 3 days per zone depending on preparation quality.
What does a PLC migration project typically cost?
Budget $15,000-$30,000 for small systems (under 200 I/O), $50,000-$150,000 for mid-size systems (500-1000 I/O), and $200,000+ for large systems (2000+ I/O). Costs include engineering, hardware, panel fabrication, installation, and commissioning.
Can we migrate to a different PLC brand than our legacy system?
Cross-platform migration is possible but requires complete logic rewrites, potential protocol gateways, and extensive operator retraining. However, it's advantageous when standardizing across multiple sites or when the legacy manufacturer has limited future support.
How do we minimize production downtime during migration?
Use phased zone-by-zone migration and schedule cutovers during planned maintenance windows. Conduct thorough Factory Acceptance Testing before field installation, and consider parallel system approaches for mission-critical processes where downtime is unacceptable.
What happens to our existing HMI and SCADA systems?
Standard protocol HMIs (OPC, Modbus, Ethernet/IP) typically require only address mapping changes. Older proprietary systems may need replacement or protocol gateways, though many facilities use migrations as opportunities to modernize HMI capabilities.
Should we migrate everything at once or do it in phases?
All-at-once migrations minimize project duration but require longer outages and carry higher risk. Phased migrations spread cost and risk while minimizing production impact, though they require more coordination and temporary bridging between systems.