
Introduction
Industrial facilities waste 20-30% of their energy consumption due to inefficiencies. This waste translates to millions in avoidable costs annually.
The impact hits multiple fronts: reduced profit margins, constrained capital improvement budgets, competitive disadvantages, and increased vulnerability to energy price volatility.
The U.S. industrial sector holds untapped potential to reduce total energy consumption by 15% to 32% through financially attractive efficiency improvements.
Meanwhile, 20% to 50% of industrial energy input is lost as waste heat through exhaust gases, cooling water, and equipment surfaces.
This article examines energy efficiency from three strategic angles: upfront decisions that set your baseline, operational management that optimizes daily use, and systemic context that influences facility-wide consumption. Together, these provide a comprehensive framework for sustainable cost reduction.
TL;DR
- Equipment degradation and operational drift create hidden inefficiencies that inflate energy costs 15-30% annually
- Focus on real-time monitoring, production schedule optimization, and system integration to eliminate waste
- Combine smart equipment choices, automated controls, and facility-wide optimization for maximum savings
- Link energy management directly to production performance instead of treating power as fixed overhead
How Costs Around Energy Efficiency Typically Build Up
Energy costs in industrial facilities accumulate gradually rather than appearing as single visible expenses. Operational budgets often hide these costs until annual comparisons reveal significant increases.
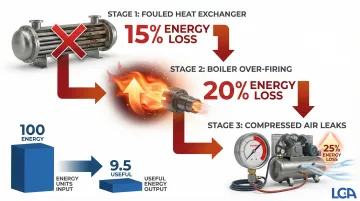
The compounding effect accelerates costs quickly. When one piece of equipment operates inefficiently, interconnected systems must work harder to compensate.
A fouled heat exchanger forces the boiler to burn more fuel. Compressed air leaks require compressors to run at higher pressures, consuming more power across the distribution system. In pumping operations, a typical system produces only 9.5 units of useful output for every 100 units of energy consumed at the power station—inefficiencies at the point of use multiply energy requirements at the source.
These costs remain invisible during normal operations but surface during specific trigger events:
- Production scale-ups that push utility systems to capacity limits, forcing decisions about new equipment versus load optimization
- Equipment failures that create "replace vs. repair" decision points where efficiency upgrades become cost-effective
- Utility rate changes that make previously acceptable consumption patterns financially unsustainable
Key Cost Drivers for Facility Power Costs
Facility power costs are driven primarily by four interacting factors:
Primary Energy Cost Drivers
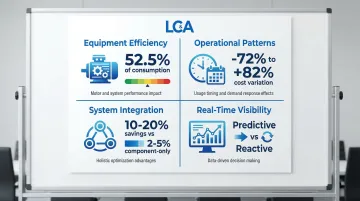
Equipment efficiency levels - Machine drives account for 52.5% of industrial electricity consumption, making motors, pumps, fans, and compressors the single largest target for efficiency improvements.
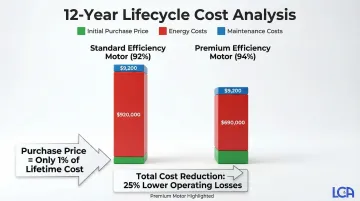
The purchase price of an electric motor is typically only 1% of its lifetime operating cost. A motor lasting 12 years can consume electricity costing over 100 times its initial price.
Operational patterns and scheduling - How and when equipment runs dramatically impacts costs. Switching from flat rates to time-of-use pricing can alter electricity costs by -72% to +82%, depending on your facility's ability to manage load timing.
Poor scheduling leaves equipment running at full capacity during low-demand periods or idle time, wasting energy that proper controls would eliminate.
System integration and coordination - Systems approaches yield 10% to 20% savings, compared to only 2% to 5% from component upgrades alone. Uncoordinated HVAC, compressed air, process cooling, and material handling systems create redundancies and force individual components to work harder than necessary.
Visibility into real-time consumption - Without detailed data on where energy goes, facilities operate blind. Real-time monitoring shifts maintenance from reactive to predictive, enabling targeted interventions before efficiency losses compound.
How Drivers Vary by Facility Type
These cost drivers interact differently depending on your manufacturing process:
- Continuous process facilities (cement, steel) face challenges dominated by thermal processes
- Discrete assembly operations (automotive) see compressed air account for up to 40% of energy costs
- Batch production facilities (food and beverage) typically have refrigeration and cooling representing 60-75% of consumption
Cost-Reduction Strategies for Energy Efficiency
Effective strategies vary based on where in the facility lifecycle you intervene—during planning and procurement, during active operations, or by changing broader facility systems and context. The most successful approaches combine all three.
Strategies That Reduce Costs by Changing Decisions
Upfront choices made during equipment selection, facility design, and procurement set the baseline for energy consumption.
Right-sizing equipment to actual production needs prevents constant operation at inefficient partial loads. Over-specifying equipment "just in case" locks in permanent efficiency penalties, as motors and pumps operate outside their optimal efficiency curves.
In variable load applications, using Variable Speed Drives instead of throttling valves can improve system energy performance by up to 50%.
Prioritizing high-efficiency equipment and motors that meet or exceed industry standards delivers substantial lifetime savings. The IEC classification system (IE1 to IE4) and NEMA Premium standards provide clear benchmarks.
Replacing a standard efficiency motor (92% efficient) with a premium efficiency model (94% efficient) reduces losses by 25%. IE3 (Premium Efficiency) and IE4 (Super Premium Efficiency) motors now serve as standard targets.
Lifecycle cost analysis (LCCA) justifies higher upfront costs by calculating total ownership expenses—acquisition, installation, energy costs, maintenance, and disposal over the asset's life. Because energy costs dominate the lifecycle expense of industrial equipment, LCCA almost invariably favors high-efficiency equipment despite premium purchase prices.
These equipment choices integrate with facility design decisions that compound energy savings.
Implementing energy-efficient facility design principles includes:
- Proper insulation of exposed pipework, valves, and flanges to reduce thermal losses
- Strategic equipment placement to minimize material transport distances
- Natural lighting integration where applicable
- Establishing energy performance criteria in procurement specifications, ensuring efficiency is weighted alongside cost and capability
Strategies That Reduce Costs by Changing How Energy Is Managed
Operational control, visibility, and management practices optimize energy use during active facility operations.
Deploying real-time energy monitoring and analytics systems provides granular visibility into consumption patterns by equipment, production line, or process. This data-driven approach enables identification of waste and optimization opportunities that remain invisible in aggregate utility bills. Facilities implementing smart monitoring and controls often achieve 15-25% energy cost reductions.
**Implementing automated controls and industrial automation systems** optimizes equipment operation based on actual production demands. Advanced HVAC control systems can optimize outside air use and equipment setpoints, saving hundreds of thousands of dollars annually.
Automation eliminates energy waste from equipment running at full capacity during low-demand periods or idle time.
Controls integration and data-driven solutions enable real-time data exchange and centralized control across industrial facilities. In one wastewater treatment facility, implementing an anaerobic process saved hundreds of horsepower in aeration expenses compared to traditional treatment methods.
For a beverage manufacturer, controls optimization delivered a 50% throughput increase (from 1,100 to 1,600 containers per minute), dramatically reducing energy consumption per unit produced. These results demonstrate how automation translates directly into measurable energy cost reductions.
Establishing preventive and predictive maintenance programs addresses energy-draining issues before they compound. Key interventions include:
- Compressed air leak detection and repair - A structured program can reduce compressed air energy costs by 15% to 25%, with one facility saving $130,000 annually and taking 400 HP of compressor capacity offline
- Motor alignment corrections - Fixing misaligned motors and pumps generates real power savings of 2.3% to 9%
- Heat exchanger cleaning - Regular maintenance prevents fouling that reduces heat transfer efficiency and forces boilers to over-fire

Equipment maintenance addresses mechanical inefficiencies, but human factors drive operational choices.
Creating operator training and engagement programs builds awareness of energy-efficient operational practices. Compressed air is frequently treated as a "free commodity" by operators, leading to misuse until pressure drops disrupt production. In one Ford plant, an employee-led "leak squad" helped reduce air use by 18%, saving $400,000 per year.
Strategies That Reduce Costs by Changing the Context Around Energy Use
External factors including facility-wide system integration, production scheduling, and utility rate structures create additional cost-reduction opportunities.
Optimizing production scheduling takes advantage of time-of-use utility rates and demand charge structures. Industrial tariffs often include "demand charges" based on the highest 15-minute power draw in a month. Shifting energy-intensive batch processes to off-peak hours can drastically reduce costs without reducing total energy consumption.
Integrating facility-wide systems eliminates redundancies and enables coordinated operation. Industrial networking connects machines, sensors, and controllers throughout facilities, enabling real-time data exchange and centralized control. This coordination between HVAC, compressed air, process cooling, and material handling systems reduces total facility energy load by preventing individual systems from working against each other.
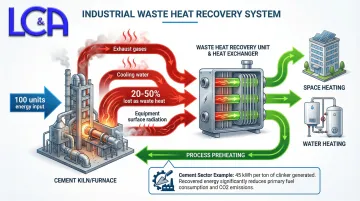
Implementing waste heat recovery systems captures thermal energy from production processes and repurposes it for space heating, water heating, or preheating process inputs. Approximately 20% to 50% of industrial energy input is lost as waste heat. In the cement sector, waste heat recovery systems capturing exhaust from kilns can generate up to 45 kWh per ton of clinker, offsetting purchased electricity.
Participating in utility demand response programs and energy efficiency incentive programs provides financial returns for load reduction during peak periods or rebates for efficiency upgrades. Facilities implementing ISO 50001-compliant Energy Management Systems have demonstrated rapid improvements—one manufacturing facility reduced energy consumption by 16.5% with a payback of 2.4 years.
Conclusion
Reducing facility energy costs depends on identifying where costs originate across the entire facility lifecycle—from initial design decisions through daily operations to long-term system optimization. The most effective approach combines smart upfront equipment decisions, operational visibility through real-time monitoring and controls, and facility-wide system integration.
Energy efficiency is strategic, contextual, and continuous. It requires integration with production performance goals and **real-time data visibility** rather than one-time equipment upgrades or cost-cutting measures that compromise operational reliability.
The facilities that succeed treat energy as a manageable variable cost, not a fixed overhead. They use automation, controls integration, and systematic management to reclaim the 20-30% of consumption currently lost to inefficiency. For manufacturers implementing these strategies, working with experienced controls integrators ensures automation systems deliver both operational performance and measurable energy savings.
Frequently Asked Questions
What percentage of facility operating costs typically comes from energy consumption?
Energy typically represents 10-30% of total operating costs in industrial facilities depending on the sector, with energy-intensive industries like chemicals, steel, and glass at the higher end (20-40%). Benchmark your facility against industry standards to identify improvement opportunities.
How quickly can energy efficiency improvements pay for themselves in industrial facilities?
Operational changes like compressed air leak repair deliver immediate returns, while equipment upgrades typically pay back in 2-5 years. Controls optimization and lighting upgrades usually deliver ROI in 1-3 years.
What is the difference between energy efficiency and energy management?
Energy efficiency uses less energy to accomplish the same work through equipment improvements (like better motors). Energy management systematically monitors, controls, and optimizes energy use across operations through process changes, often formalized through frameworks like ISO 50001.
Should we focus on equipment upgrades or operational changes first?
Start with operational changes and visibility improvements that reveal where energy is wasted, then use that data to prioritize equipment upgrades with the highest ROI. This data-driven approach ensures capital investments target actual inefficiencies.
How do I prioritize which energy efficiency strategies to implement?
Conduct an energy audit to establish baseline consumption, then prioritize strategies based on three factors: potential energy savings, implementation cost, and impact on production operations. Start with low-cost high-impact operational improvements (leak repair, controls optimization) before moving to capital-intensive equipment replacements.
What role does automation play in reducing facility energy costs?
Automation and controls integration enable real-time equipment optimization based on actual production demands, eliminate scheduling errors, and provide data visibility to identify energy waste. Systems dynamically adjust motor speeds and setpoints to prevent over-driving equipment during partial loads.